
Insights
Your knowledge hub on cylinder lubrication featuring news, articles, research, service letters and client cases.
Get a deeper understanding of cylinder lubrication and read the latest updates
-
SERVICE LETTER: HJ Smartlube 4.0 – software update
-

BLOG-POST:5 facts about advanced cylinder lubrication technology
-

BLOG-POST: Reduce the risk of scuffing in cylinder liners
-
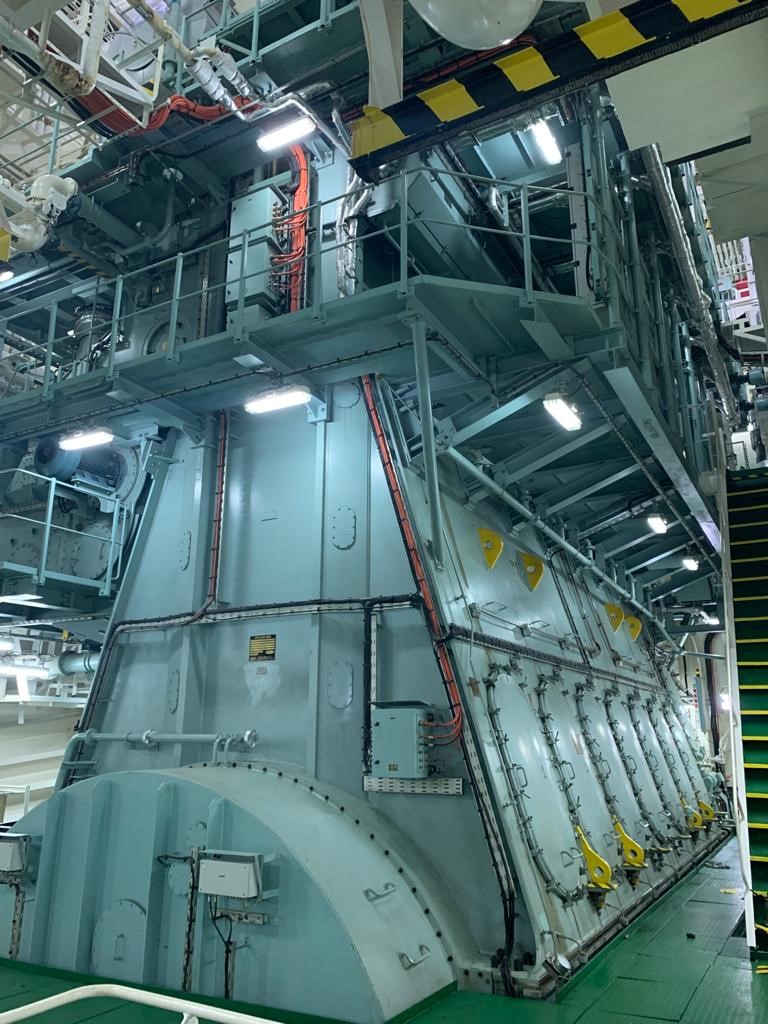
BLOG-POST: Keep your two-stroke marine engine running efficiently
-

BLOG-POST: Improve cylinder condition through effective lubrication
-

BLOG-POST: Reduce lube oil consumption and emissions
-
SERVICE LETTER: Succeed with SIP
-
SERVICE LETTER: HJ X-Tronic software
-

SERVICE LETTER: Changing to HJ Non-return valves
-

SERVICE INFORMATION: Lacquering
-
BLOG-POST: Minimizing lubrication feed rate: 3 reasons why less is more
-

EEXI challenges cylinder condition
-

NEWS: HJL joins G&O Maritime Group
-

Greater flexibility in cylinder lubrication
-

NEWS: Successful business 2020
-
SERVICE LETTER: Recovery of marine pc showing a blue screen
-
SERVICE LETTER: Feed rate adjustment after installing HJ SIP valves
-

SERVICE LETTER: E-mailing files til HJL
-
SERVICE LETTER: Feed rate adjustment after installing HJ Non-Return valves
Featured client case studies

CLIENT CASE STUDY: AET
Reducing feed rate by 32%
The marine vessel Eagle Varna was experiencing a high feed rate of the cylinder lube oil. Hans Jensen installed HJ SIP valves on MAN Alpha, which resulted in a significant reduction in cylinder lube oil consumption.
Engine: 7S80MC-C

CLIENT CASE STUDY: HAFNIA
Tripling liner life time
Hafnia, a member of BW Group, upgraded the engine’s cylinder lubrication system onboard their Medium Range Product Tanker, BW Egret, in January 2020. Liners previously had a wear rate that exceeded the maximum allowable limit.
Engine: 6S50ME-B

CLIENT CASE STUDY: COSTAMARE INC.
Face-off between HJL and standard lubrication system
A joint test with MAN Diesel & Turbo (MDT) and Hans Jensen Lubricators determined the effectiveness of HJ Lubtronic SIP over standard lubrication on a new, super-long stroke, electronically controlled engine which was prone to high rates of cylinder wear, cold corrosion and high feed rate.
Engine: 9S90ME-C
FREE
Calculate your savings potential using Hans Jensen Lubricators
Did you know
We work with leading universities pushing lubrication technology forward
Latest articles
-
BLOG-POST:5 facts about advanced cylinder lubrication technology
1. What is the purpose of lubrication technology for marine engines? Lubrication technology for marine vessels involves the use of advanced lubrication systems to reduce friction between cylinder liner and piston rings by forming a thin and even oil film. Furthermore, lubrication prevents wear of liner and piston rings, neutralizes sulphuric acids, keeps the piston,…
-
BLOG-POST: Reduce the risk of scuffing in cylinder liners
Scuffing in cylinder liners is a serious risk for marine vessels that might lead to costly engine repairs and prolonged downtime. By understanding the causes, you can take preventive measures to reduce the risk of scuffing and ensure optimal engine performance, reliability, and longevity. With the right knowledge and precautions, you can protect your engine…
-
BLOG-POST: Keep your two-stroke marine engine running efficiently
The maritime industry relies heavily on two-stroke marine engines to power the vessels. These engines are highly efficient. However, they require proper lubrication to function at their best. Lubrication is an essential component of any engine, and it is especially critical for two-stroke marine engines. The right lubricant and lubrication system help to reduce friction,…
Sign up for wisdom
Be the first to know. By entering your email you will receive updates, knowledge and inspiration. Unsubscribe any time.
Latest service letters
-
SERVICE LETTER: HJ Smartlube 4.0 – software update
RELEVANT TO: All users of HJ Smartlube lubricators September 2023 Software update 23.07 Update your system with the latest software for improved user experience, better system overview and added log-in security. Improved usability and system overview We have made several improvements to the user interface and features of our most advanced lubrication system, HJ Smartlube…
-
SERVICE LETTER: Succeed with SIP
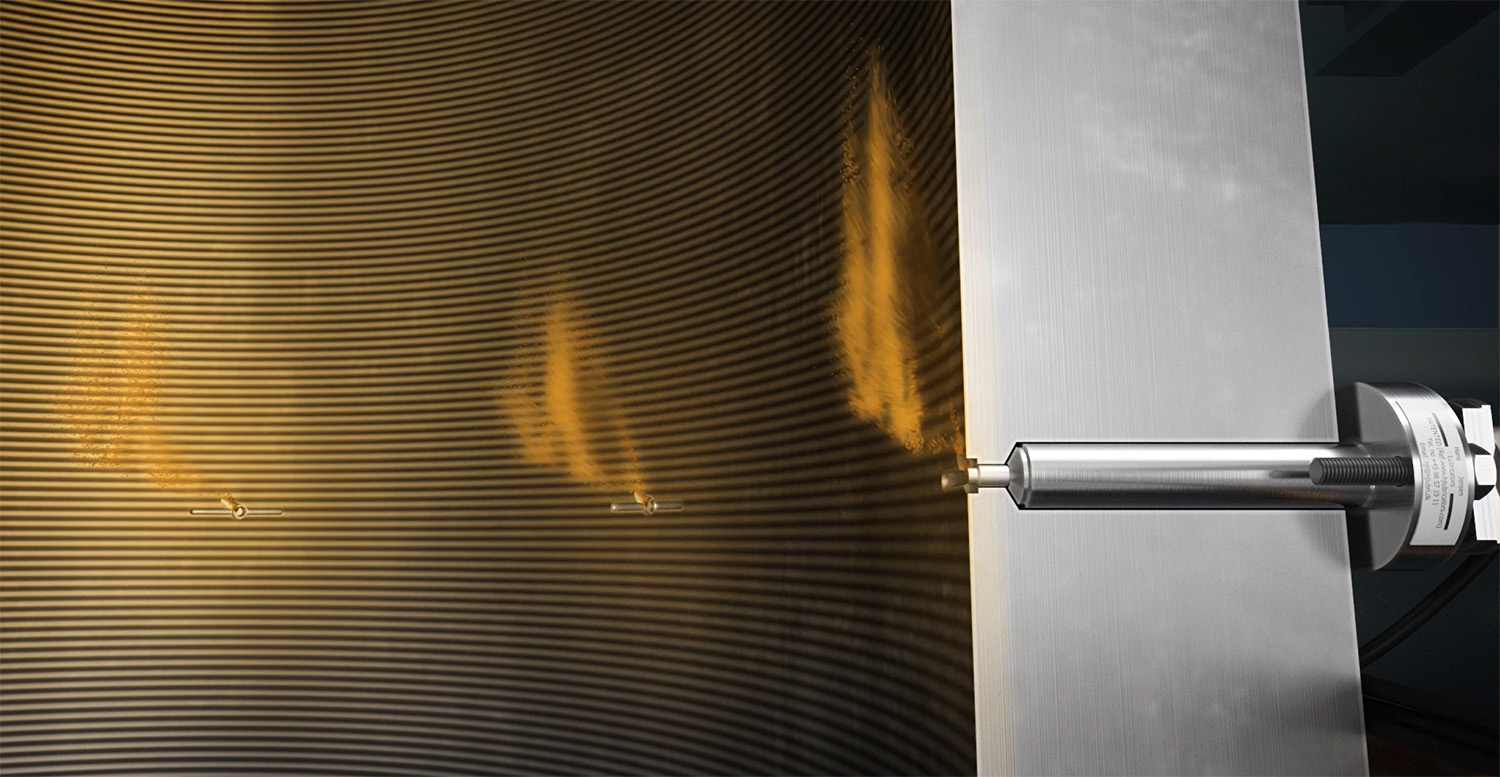
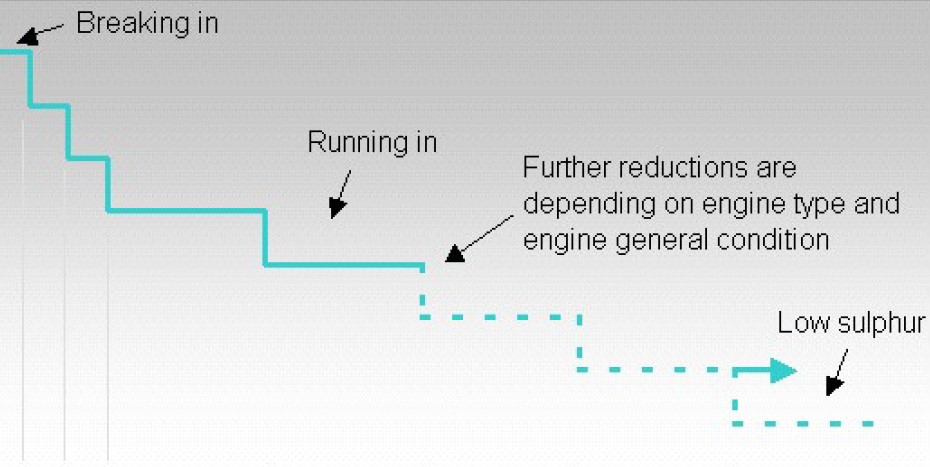
The purpose of this Service Letter is to guide the user in optimizing the cylinder oil feed rate, so the full saving potential and better cylinder condition made possible by the Hans Jensen’s Swirl Injection Principle (HJ SIP) valves
-
SERVICE LETTER: HJ X-Tronic software
The main purpose of this update is to improve the support of your Hans Jensen lubrication system by introducing a log and to boost the user experience using graphs. Additionally, we have added flexible scheduling of the ACS feature and renewed passwords for improved login security.